
はじめに
これまではずっと熱溶解積層方式(材料を熱で溶かして下から積み上げていく造形方法)と呼ばれるタイプの3Dプリンターを使用してきましたが、ついに光造形の3Dプリンターを購入しました!
熱溶解積層方式の3Dプリンターとは使い勝手も造形物の仕上がりもだいぶ違うので、練習のため、いろいろプリントしていきたいと思います。
光造形3Dプリンター
購入したのは、xyzプリンティング社のノーベル1.0という機種です。
2015年の発売当初は23万円ほどしたようですが、後継機が発売されているためか、6万円ほどで購入できました。

カバーを取ると、中はこんな感じです。
紫外線硬化レジンが入った水槽があり、プリントが始まると水槽の下から紫外線が照射されます。
プリントプラットフォームが徐々にせり上がっていき、そこに張り付くように造形物ができあがっていきます。

プリント手順
データの用意
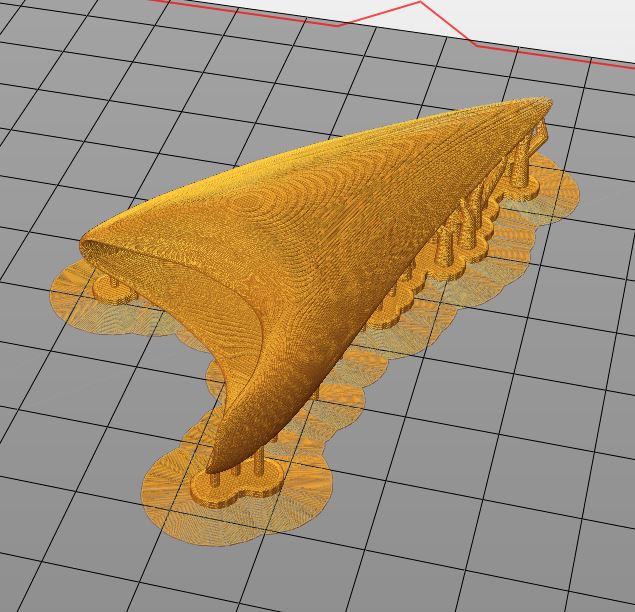
今回は、以前に作製した妖精の耳のデータをプリントします。
スライス
プリントを始める前に、3Dデータを3Dプリンターが理解できるデータ形式に変換する必要があり、この操作をスライスといいます。
熱溶解積層方式と同様に、光造形方式でも薄い層を積み重ねることで立体物をプリントします。
3Dプリンターには「何層目ではどこに紫外線を照射すればよいのか?」等の情報が必要です。
もとの3Dデータは一塊の状態なので、これを輪切りにして薄い層の集まりに変換するのがスライスです。
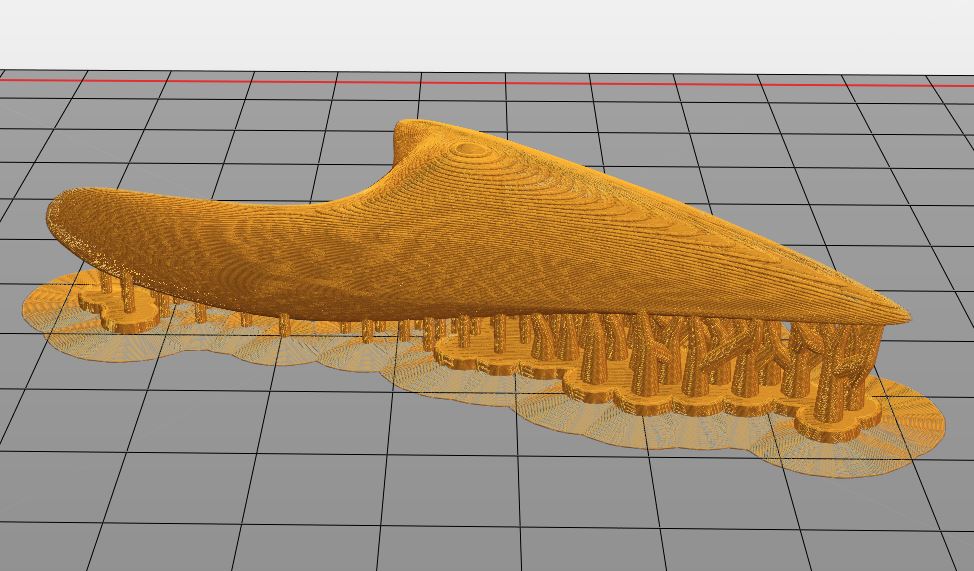
こちらはスライス後のデータです。
水平方向に輪切りにされ、等高線が引かれた状態になっています。
プリント
今回は、積層ピッチ(1層の厚み)をこの機種の最小値(0.025mm)に設定にしました。
積層ピッチが小さいほど、造形時間はかかりますが、層同士の段差が小さくなるため、きれいな造形物ができます。
レジンの洗浄
1時間半ほどで、無事にプリントが終わりました。
驚くほど透明です!
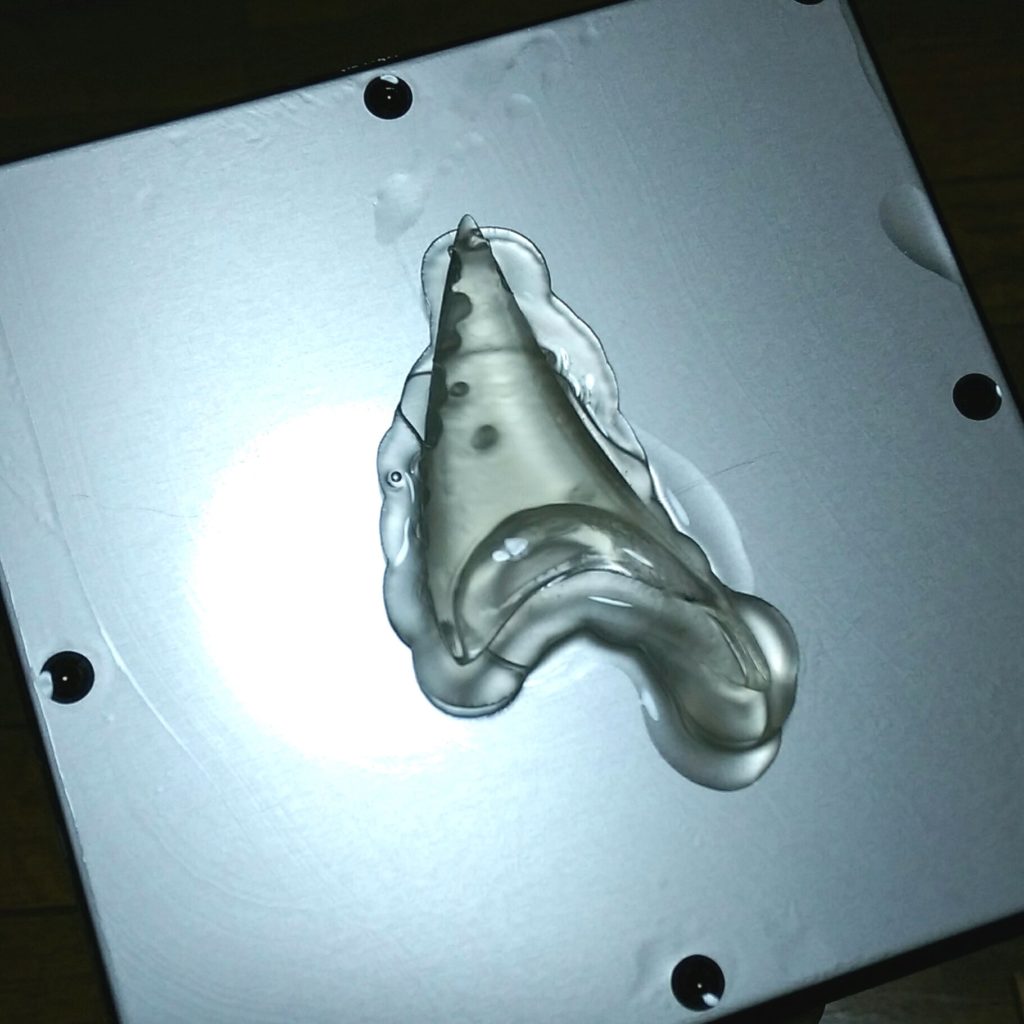
造形物の周りは未硬化のレジンでベトベトしているので、アルコールで洗います。

乾燥・サポートの除去
アルコールを乾かした後、サポート(造形物がプリントプラットフォームにうまく張り付くための支柱)をペンチで外します。
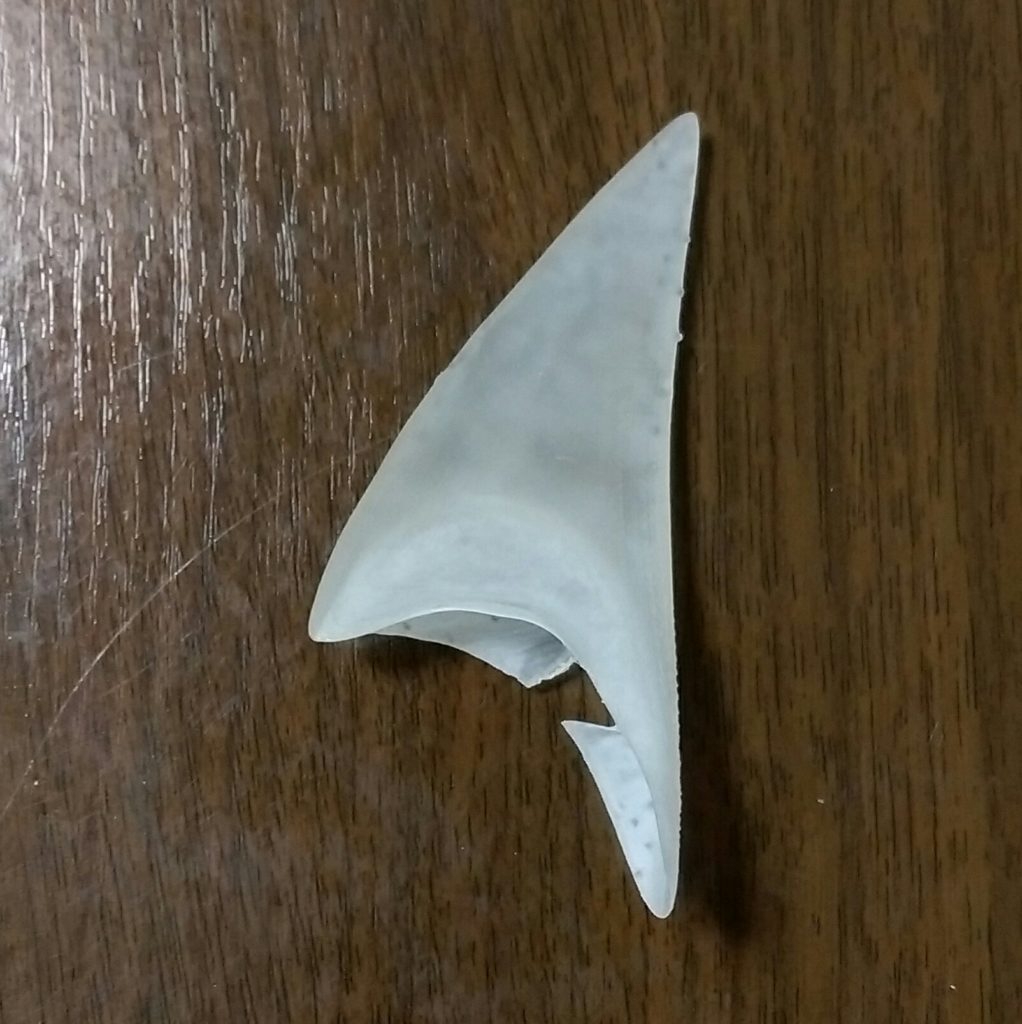
アルコールを乾かしてみると、だいぶ透明感が失われてしまいました。
こういうものなんでしょうか?
もしくは、洗浄方法が悪かったのかもしれません・・・
サポートがうまく外せず、一部破壊してしまいましたが、とりあえず完成です!
熱溶解積層方式との比較
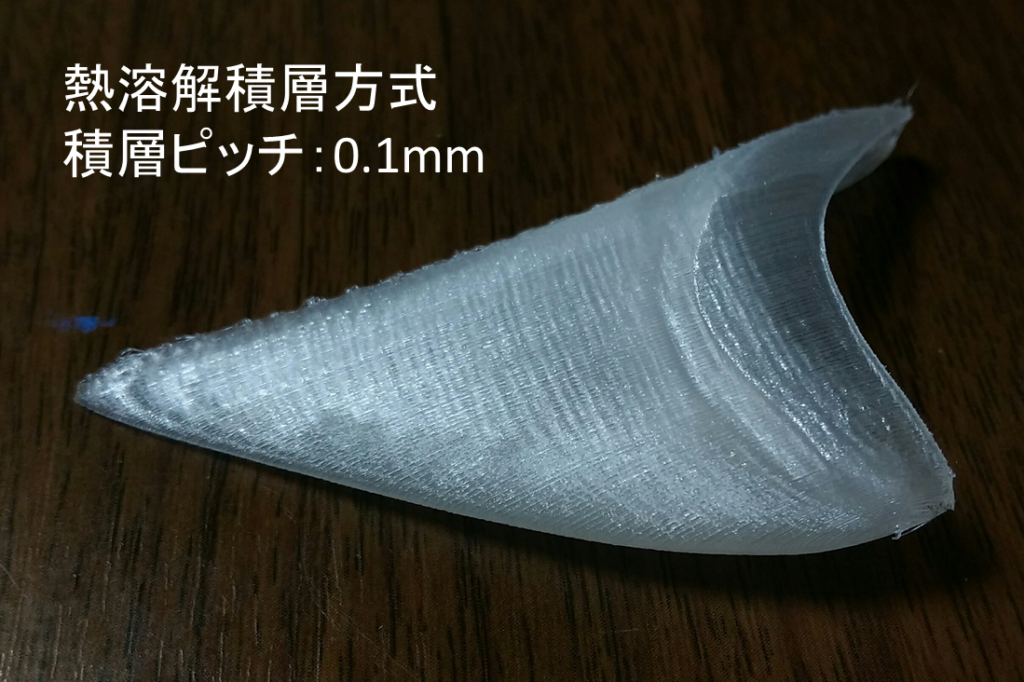
今回プリントしたものと、熱溶解積層方式の最小積層ピッチ(0.1mm)でプリントしたものを並べてみました。
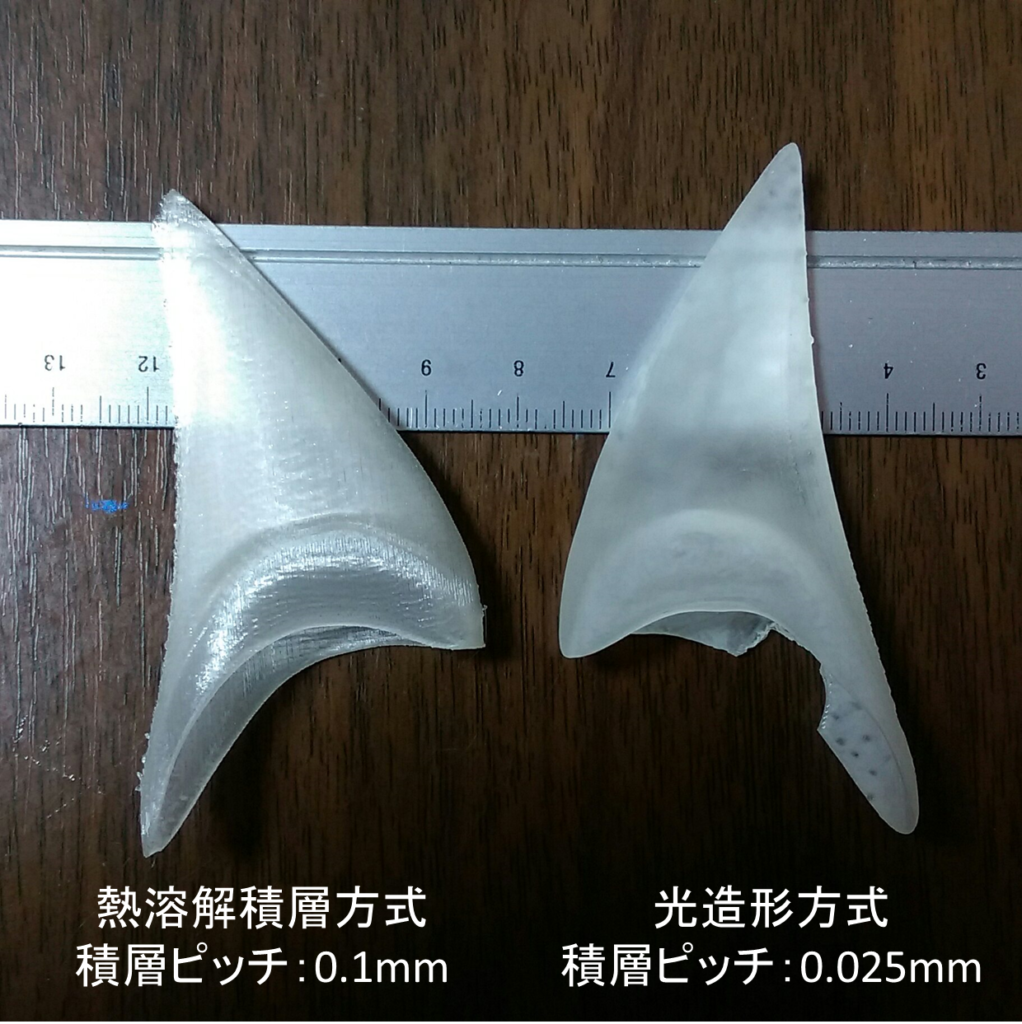
光造形の方は、積層痕がほとんど見えません。

熱溶解積層方式の方もかなりきれいですが、写真でもわかるほどの積層痕があります。
さいごに
光造形方式は後処理が大変であるものの、とてもきれいな造形物ができることが分かりました。
ヤスリで表面を処理すれば更に美しい仕上がりになるらしいので、どこまで透明にできるのか挑戦したいと思います。
2022/12/23追記
ネイルデザイナーさんに装飾していただいたものがこちら。ランジェリーブランド「Sassy Pixie」から受注販売となっています。

