はじめに
TPUフィラメントを使用してプリントすると糸引きがかなり気になります。
色々なプリント条件を試し、糸引きがマシになる条件を調べました。
今回使用したTPUフィラメントはPxmalion製です。
条件1:冷却ファンの有無
冷却ファンの有無で、糸引きがどの程度変化するか比較しました。
冷却ファンなしだと、射出されたフィラメントが固まらずにノズルにまとわりついてしまい、糸引き以前に造形物の形がうまく作れませんでした。

条件2:リトラクション
ノズルが移動する前に、フィラメントをノズル内に引き込みむことをリトラクションといいます。
リトラクションを行うことで、ノズルが移動している間にフィラメントがノズルから垂れてくるのを防ぐことができます。
リトラクションは、フィラメントを引き込む長さと速度を設定することができます。
リトラクション長さ
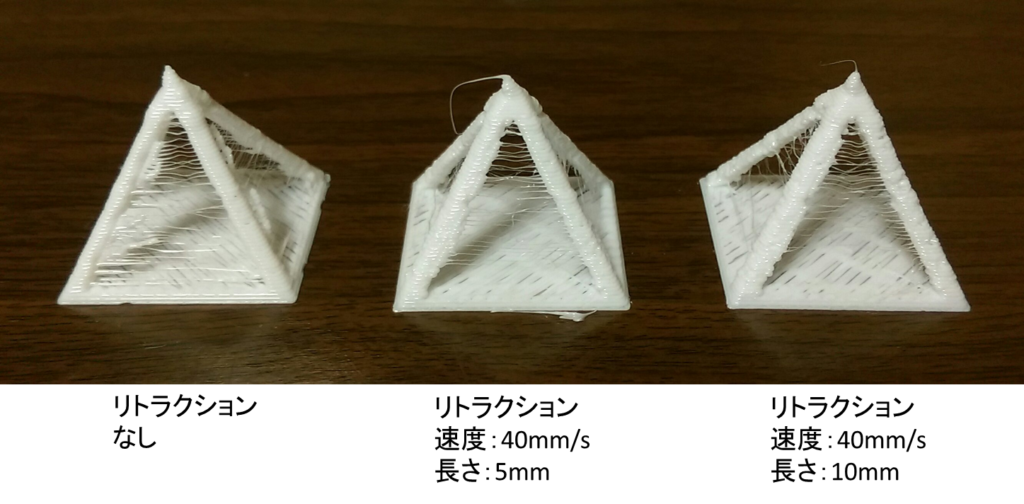
リトラクション長さを変えて比較しました。
リトラクションなしとありでは、明らかにありの方が糸引きが少ないです。
リトラクション長さ5mmと10mmでは、ほとんど変化は見られませんでした。
リトラクション速度
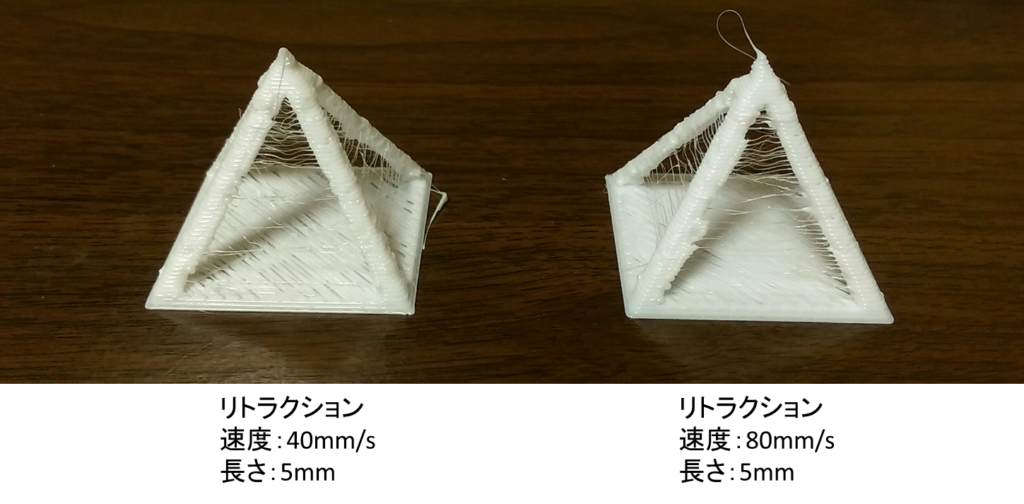
リトラクション速度を変えて比較しました。
リトラクション速度40mm/sと80mm/sで造形しましたが、ほとんど違いはありませんでした。
条件3:ノズル温度
ノズル温度を変えて比較しました。
大きな差はありませんが、ノズル温度210℃の時が一番マシでした。

解決方法?
今回試した条件では、コレというものが見つからず、糸引きを解消できませんでした。
一番マシだった条件は、こちらです。
冷却ファン :100%
リトラクション長さ :5mm
リトラクション速度 :40mm/s
ノズル温度 :210℃
糸引きに影響がありそうな他の条件を探して、また試してみたいと思います。