はじめに
3Dプリンタ―用材料の酢酸セルロースフィラメントC38TSのサンプルをいただきました。
こちらのフィラメントは生分解性で自然環境中で分解されるそうです。
下記の注意事項が書いてありました。
- 空気中の水をとり込みやすいため、防湿ケースに入れた状態で造形を行ってください。
- 造形品外観が悪化した場合、造形中に著しい破裂音がする場合は造形を中止し、フィラメントの乾燥を行ってください。
いただいた時点で開封状態だったためか、テストプリントしてみると破裂音がし、造形物の表面がデコボコになりました。すでに湿気を吸ってしまっていたようです。
そこで、ドライフルーツメーカーを使用して、フィラメントの乾燥を試みました。
乾燥前の造形物
下記の設定で一辺30mmの立方体を出力しました。
【3Dプリンター設定】
ノズル温度:210℃(メーカー推奨温度::210~240℃)
ベッド温度:50℃( メーカー推奨温度:常温~60℃ )
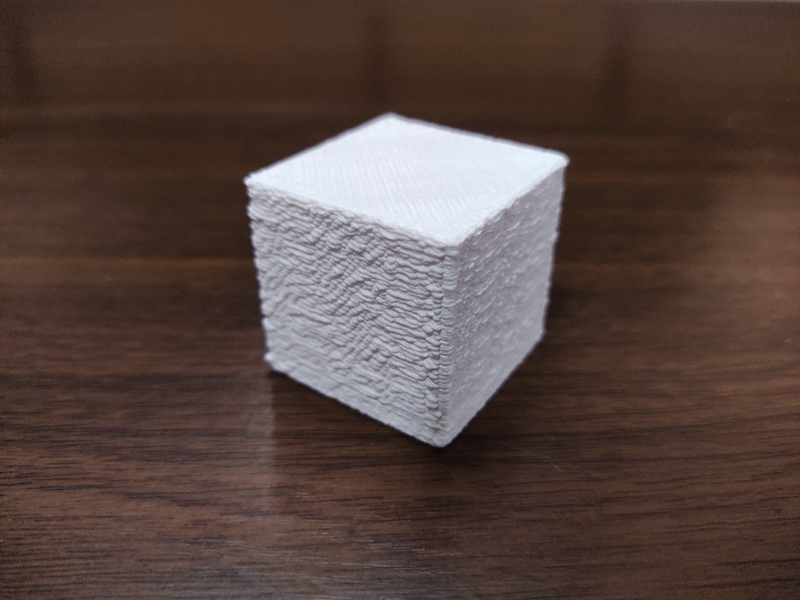
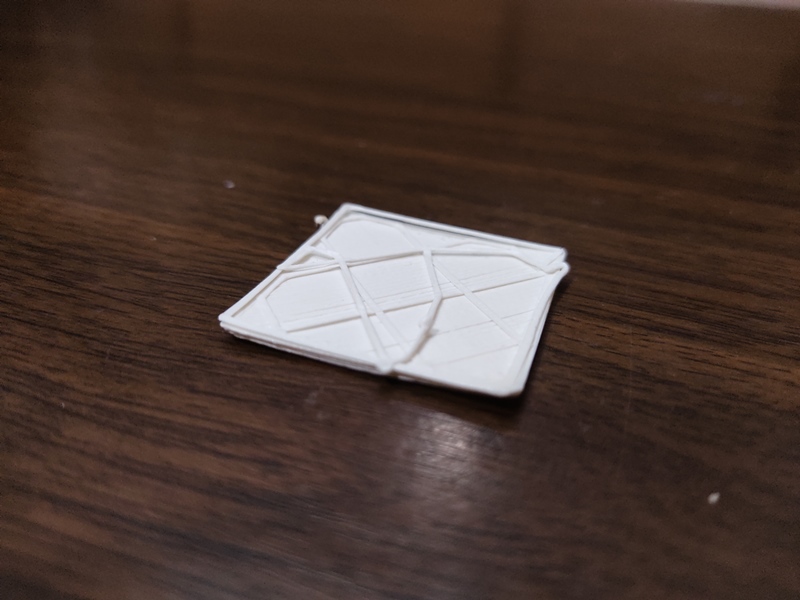
こちらが出来上がった造形物です。プリント中はパチパチと破裂音がしており、造形物の表面はデコボコしています。
これは素材の特性かもしれませんが、プラスチックのスベスベ感や光沢はなく、ゴワゴワした紙のような手触りです。
使用したドライフルーツメーカー
使用したのはこちらのドライフルーツメーカーです。
製品名:ドライフルーツメーカー IFD-626
販売元:IFUDO

このようなトレイを最大で最大5段重ねることができます。

フィラメントを入れる空間を作るため、外枠だけ残してザルの部分をニッパーで外していきます。

フィラメントの乾燥
以下の条件でフィラメントを乾燥させました。
温度:60℃
時間:4時間
温度はドライフルーツメーカーの設定温度です。
残念ながら温度計が手元になく、実際の温度を確認することができませんでした。

乾燥を開始して10分ほど経ってもあまり温度が上がっていないように感じました。
上部のフタにある6個の穴のうち、5個をマスキングテープでふさいだところ温度が上昇していきました。

乾燥前後のフィラメントの重量変化
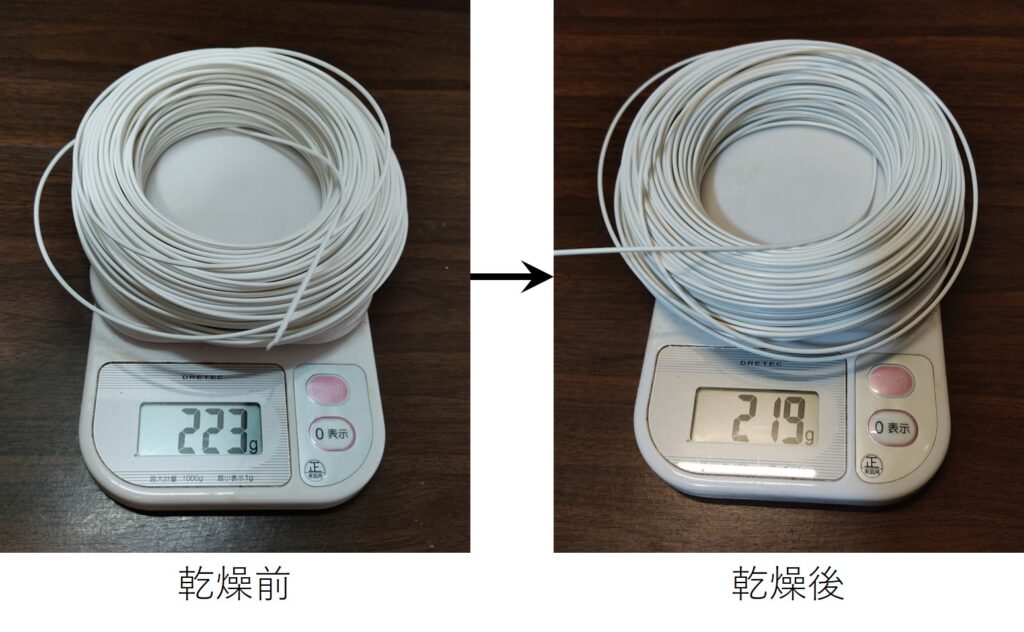
乾燥前のフィラメントの重さは223g、乾燥後の重さは219gでした。4gの水分を除去することができたようです。
乾燥後の造形物
3Dプリンター設定1
ノズル温度:210℃
ベッド温度:50℃
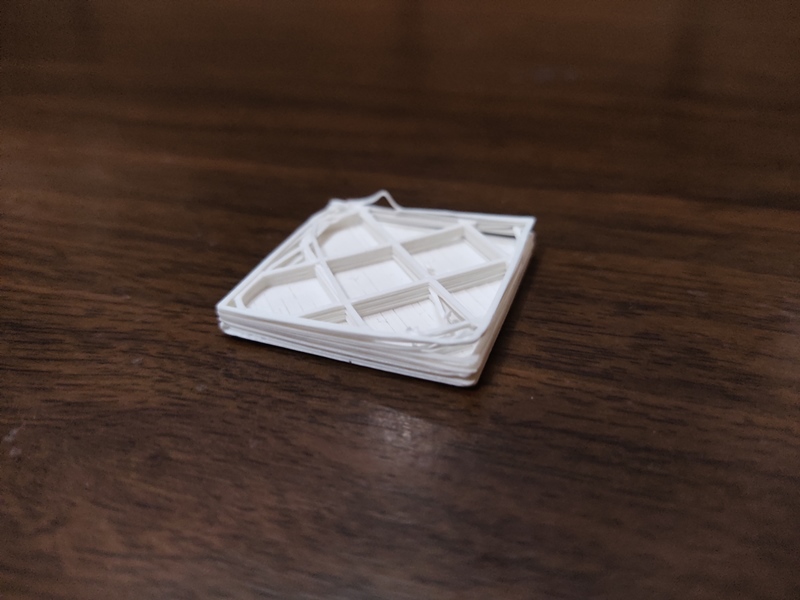
乾燥前のプリントと同じ条件です。プリント中のパチパチという破裂音はなくなりましたが、層同士がくっつかず造形に失敗しました。
3Dプリンター設定2
ノズル温度:220℃
ベッド温度:50℃
フィラメントの説明書にノズル温度を上げていくと層同士の密着が強くなるとあったため、ノズル温度を10℃上げましたが、結果は設定1と同様でした。
3Dプリンター設定3
ノズル温度:230℃
ベッド温度:50℃
ノズル温度をさらに10℃上げました。層同士の密着は徐々に改善されていますが、今度はプリント中に造形物がベッドから外れてしまいました。
3Dプリンター設定4
ノズル温度:240℃
ベッド温度:60℃
さらにノズル温度とベッド温度を10℃ずつ上げたところ、パチパチという破裂音がたまに聞こえるようになりました。
今回も造形物がベッドから外れてしまいました。
3Dプリンター設定5
ノズル温度:240℃
ベッド温度:70℃
ノズル温度を3Dプリンターの上限値245度にしたところノズルから煙が上がったため、ノズル温度は240℃が限度と判断しました。
ベッド温度はさらに10℃上げました。メーカー推奨温度を超えていますが、ベッドへの密着はかなり良くなりました。
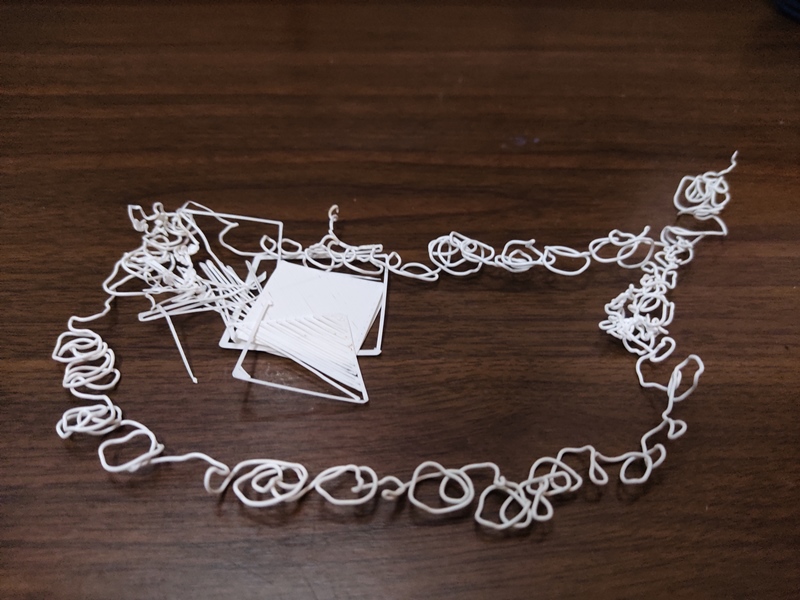
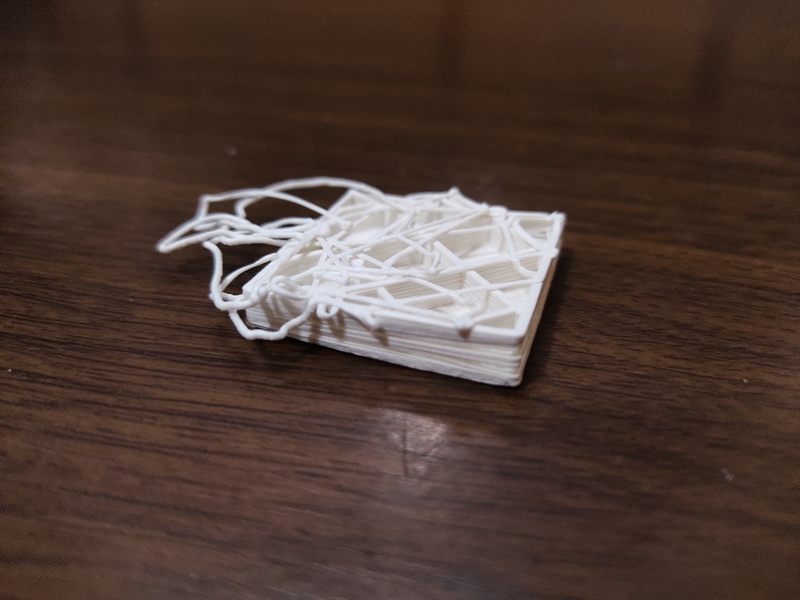
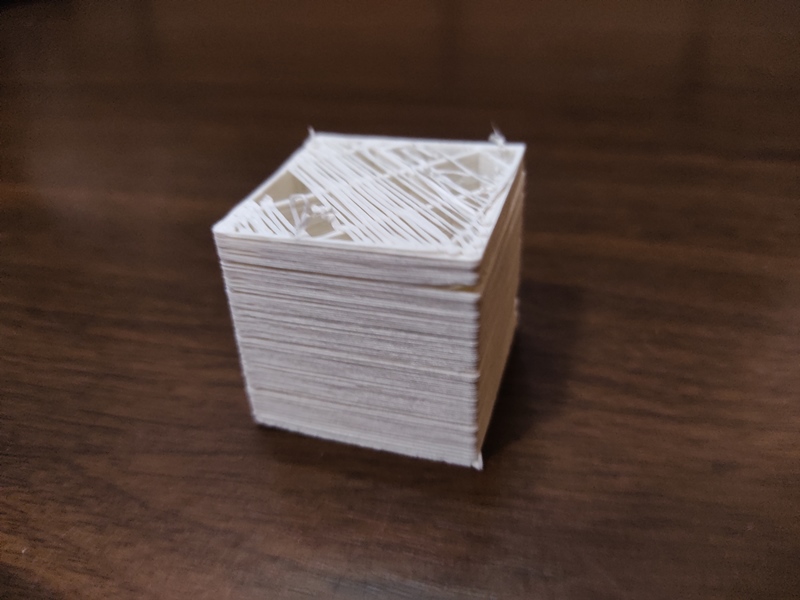
こちらの設定では、かろうじて最後まで造形することができましたが、層同士の密着は悪く、大変もろいです。
最後の最後でフィラメントが絡まってしまい、一番上の層のプリントに失敗しました。フィラメントにスプールがないため、絡まりやすかったと思われます。

まとめ
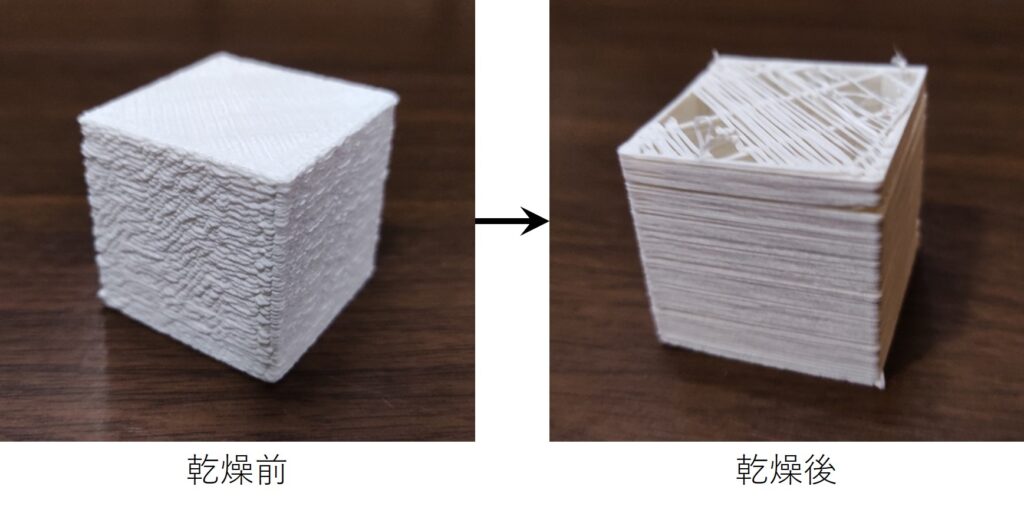
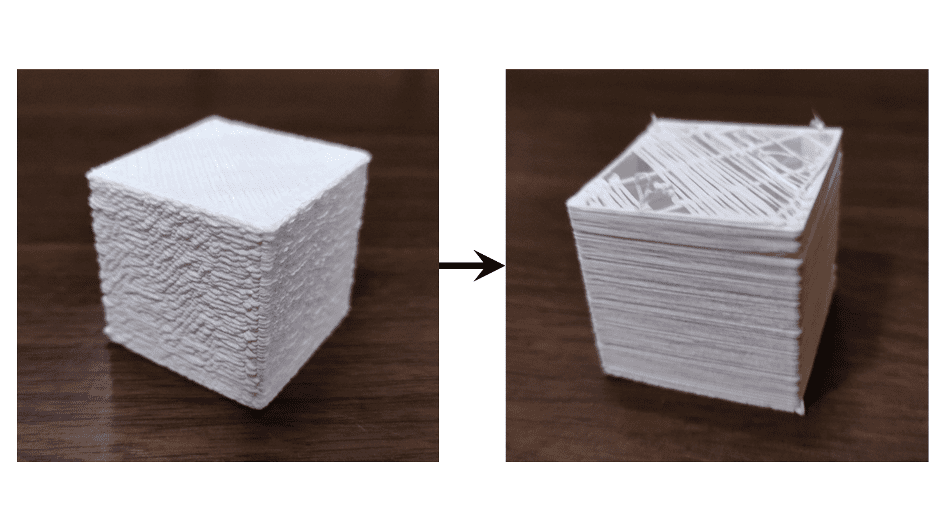
乾燥前後の造形物の比較です。表面のデコボコがかなり改善されており、水分の除去に成功していることが確認できました。
今回はC38TSという新しい素材を初めて使用しました。
色々な温度条件を試したものの、層同士がしっかり密着した造形物を作成することはできなかったため、もっと乾燥させる必要がある、または温度以外の条件を変更する必要があるかと思います。